







Dispositivo de electrofusión
Generalidades y aspectos generales
La limpieza aparte de un correcto manejo es el requisito indispensable y más importante para conseguir soldaduras perfectas! Para evitar que el manguito electrosoldable se ensucie, extraerlo del envase original justo antes de proceder a la soldadura.
La superficie de la tubería tiene que estar limpia y sin defectos. Hay que cortar los extremos defectuosos de la tubería.
También es importante que los tubos y el sensor de temperatura del soldador eléctrico estén al mismo nivel de temperatura dentro del margen de temperaturas admisibles, es decir + 5°C hasta + 40°C según DVS 2207 (p.ej. radiación UV o almacenaje inadecuado crea diferencias de tempera- turas tan grandes, que conllevan a soldaduras incorrectas).
Preparación
¡Es esencial observar el orden de operaciones del trabajo!
a. Cortar los extremos de la tubería con un corte limpio y regular en sentido perpendicular al eje de la tubería (controlar extremos pre-cortados).
b. Limpiar y secar los extremos de los tubos.
c. Marcar la profundidad del manguito electrosoldable en los extremos del tubo.
Técnica de la unión
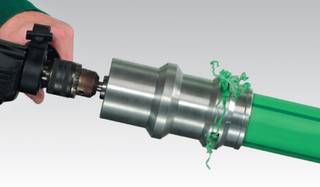

d. Escariar la superficie de la tubería hasta la profundidad de soldadura prevista para la dimensión correspondiente. Hay que procurar que no queden restos de virutas y obtener una superficie lisa (usar el pelador apropiado para cada diámetro)
Importante:
Antes de la fusión, retire la capa de barrera de oxígeno de aquatherm blue pipe Ol, la capa de aluminio de aquatherm green pipe stabi y la capa UV de aquatherm green pipe UV, completamente, hasta el tope con la herramientas de pelado, teniendo en cuenta el diámetro de la tubería.
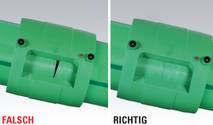
Girando el tornillo de ajuste en sentido horario hasta el tope, las herramientas de pelado se pueden ajustar para soldaduras de termofusión. (enchufes), girándolos en sentido anti-horario hasta el tope que se puede ajustar en profundidad (enchufes electrofusión).
e. Limpiar los extremos otra vez cuidadosamente
Evitar daños, como p.ej. cortes axiales o arañazos en la zona de soldar. Nunca tocar los extremos de la tubería escariada y protegerlos de la suciedad (p.ej. tapar con una bolsa de plástico limpia). Hay que efectuar la soldadura dentro de los 30 minutos después del pelado.
Soldadura del manguito electrosoldable



Extraer el manguito electrosoldable justo antes de la soldadura por uno de los extremos de su envase, empleando una cuchilla y con cuidado de no romper la bolsa. Limpiar la superficie interior del manguito cuidadosamente. Soldar el manguito electrosoldable antes de los 30 minutos de su desembalado.
Introducir el extremo de la tubería en estado limpio y seco en el man- guito electrosoldable hasta la línea de profundidad de soldadura marcada. Nunca soldar tubos ovalados, hay que cilindrarlos con el equipo de fresado.
Proceso de fusión


Quitar la bolsa completamente e introducir el extremo de la otra tubería escariada y limpia hasta el tope en el manguito electrosoldable.
El tubo debe estar introducido en el manguito electrosoldable libre de tensiones. El manguito debería estar todavía móvil. El espacio libre entre el tubo y el accesorio debe ser simétrico. Las tuberías y accesorios deben de ser soldados estando libre de tensiones.
1. Colocar el manguito electrosoldable de tal manera que el espacio libre sea simétrico.
2. Seleccionar el correspondiente diámetro del manguito en la máquina..
3. Comprobar mediante un lápiz óptico si los datos en el dispositivo indicador de la máquina de soldar corresponden a los datos del manguito electrosoldable.
4. Empezar con el proceso de soldadura.
¡No se debe mover ni tocar la unión durante el proceso de soldadura hasta su enfriamiento!.
5. Tiempo de enfriamiento y control de la presión.
El tiempo mínimo de enfriamiento está marcado en el manguito electrosoldable. Las temperaturas ambientales superiores a 25°C, o intensa insolación, conllevan un tiempo de enfriamiento más largo.
Presión de servicio
El manguito electrosoldable aquatherm corresponde con una presión no-minal PN 20. La relación entre temperatura, presión de trabajo y tiempo de servicio se indica en la tabla «Presiones de servicio admisibles».
Más información sobre la unión con manguitos electrosoldables y detalles relativos al equipo de soldadura eléctrico, están descritos en el manual de instrucciones que va con el equipo.